大板负压机的液压系统有两项基本工作要求:对工件施加压力和带动热压板实现特定的运动。快速闭合和保压的稳定性是评定液压系统性能的重要指标。
由于贴面时胶的加热和固化都应在保压阶段完成,所以闭合速度快对工艺和效率均有利,一方面可减少板坯在非压力下的加热,防止板坯表面失水过多,引起翘曲,同时也防止胶的预固化,降低贴面质量;另一方面可以缩短辅助时间,提高压机的生产率。为使大板负压机启闭平稳,一般都设置有机械同步装置或者用液压系统保持同步。
液压缸是液压系统的核心部分。大直径缸柱塞多采用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用性能优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。
由于大板负压机通常要求快的启闭速度,承受冲击压,所以缸体必须选择较高强度的材料。对于普通的小直径、长行程的液压缸,可采用无缝厚壁钢管来制造。对于一些要求高的缸体可以选用铸造或锻造缸。
总体来讲,负压机本身在生产中出现的问题不是很多,但其中很大的一部分就出在液压系统上,比如漏油和不能保压。关于液压系统的很多知识和要求在这里不能——尽述,但在选用时一定要引起非常重视。

大板热压机在操作过程中都会有一些使用操作问题,今天热压机厂家就和大家说说这一系列的操作方法。
1、检查大板热压机压板及辅助压层(高温膜等)的表面是否清洁,如有碎木屑、灰尘等异物要清洁干净;检查辅助压层(高温膜等)是否有破损,压纹等缺陷,如存在要进行更换;检查压机加热系统,导热油量是否充足,油量以膨胀箱底部留存有深2-5cm的液面油量为适宜,否则要适时添加。
2、接通电源,根据加工件的加工工艺要求温度,对大板热压机的温度控制系统进行温度控制设定,温控设定完成后,起动导热油循环泵开关和导热油加热控制开关,压机温控系统起动。
3、取下保压计时用时间继电器面板的防护罩,根据生产工艺中对工件压制时间的要求对压机的保压计时进行设定。
4、根据加工工件受力幅面的面积和生产工艺要求的加工工艺单位面积(kg/c㎡),从大板热压机上附带的压制品压强表中,查找出工件应使用的压值,调节压力控制器的调钮进行压力设定。压力控制器表盘中的红针即为上限压力调控指针,黑针为系统工作指针。调钮顺时针调整设定压力值减小,逆时针调整设定压力值增大。

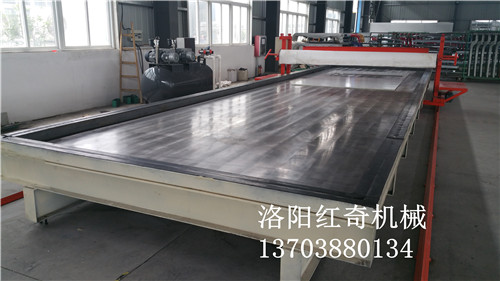
大板负压机采用框式钢架结构、交换式工作台,真空箱与保温箱合二为一。配置高质量真空机和大容积真空罐,真空度高,压力稳定,机械运动,温度、真空度及压力均电气自动控制。它适用于各种材质的板材表面吸塑,用于结构复杂及表面花样较多的构件,效果更加显着。按自动化程度的高低可满足大小企业不同档次的需求。
大板负压机利用真空泵抽真空在设备型腔内形成部分真空的原理,从而间接利用大气压力来达到制板压力需求。而负压制板机在当今社会也起着相当重要的作用,今天,洛阳红奇机械小编就给大家简单介绍下其工作原理。
国内冷藏车厢板结构繁多,但实质上还是“三明治”结构,可以总体概括为“内厢板+保温材料+外厢板”这三层。厢板的制板方式也有很多种,国内各厂家都不太一样,但其中千法制板中的粘接式是非常常用的。原理就是利用胶水将内、外厢板与保温材料这三层牢固地粘接在一起,为保证粘接强度且提高表面成型质量,可以使用液压缸对厢板施加压力(通称“正压”)或使用真空泵抽去型腔内的空气然后利用大气压来施加压力(通称“负压”),消除制板过程中的材料间间隙,使板面平整、厚度均匀,成型美观。
大板负压机由框架单元、中间连接构件、上承载辅助梁、下承载梁、工作台板、机内导轨系统、外部导轨与支撑架、升降同步机构、台板运动机构、液压系统、防护系统和电气系统。大板负压机厢板压机规格可以根据客户要求定做。
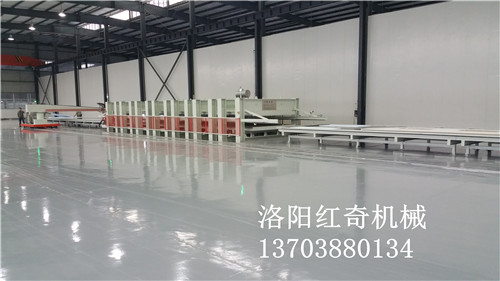
大板负压机每次正常生产时有2组工作台板在主机内熟化,另外2组工作台板分别在左右两侧的工位上卸板与预装。该设备的施压:采用封闭式龙门框架结构,液压驱动油缸安置在龙门框架内的下部,进行施压,顶升施压。为了保证活动横梁上下移动时的平衡,采用齿轮、齿条组成的同步装置。
另外,移动台车采用电动机驱动,变频调速控制,移动平稳,启动时缓慢加速,停止时均匀减速,运行平稳无冲击现象。大板负压机各工作台板设有加热装置,可依据工艺需要对工作台板进行加热(30-60C)。
大板负压机优点可以总结为:
1、扩大了制品(如竹工艺板、竹地板、竹家具板、竹菜板等)的压制厚度范围,可达4-60mm,甚至更厚。
2、侧压加压时各层热压板对板坯的预压力相等,使得制品的侧胶缝均匀一致,提高产品质量。
3、热压机的板坯与热压板粘连时,可实现自动剥离,无需人工操作,提高生产效率。