
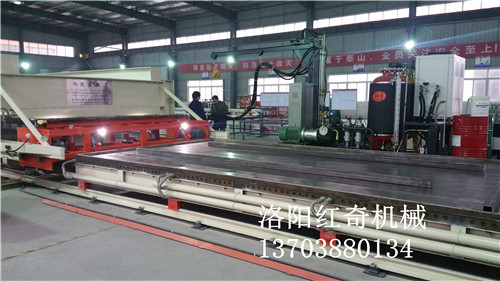
大板热压机是变频调速的。启动时缓慢加速,停止时均匀减速,运行平稳无冲击现象。采用具有新技术的电子新产品控制,通过调整可对进台、升台、加温、真空、膜压、脱膜、降台的加工工序自动完成。层间板、上横梁、活动横梁中均设有加热装置,在必要时可对上横梁、层间板、活动横梁进行快加热,以满足压制工艺对温度的需要,保证压制时加热均匀充分。
大板热压机的加热水套上下面板使用14mm厚Q235钢板加工制作,内部镶嵌特种材料异形制作而成的导流槽,使整个加热系统升温快、加热均匀、可以承受高达到10kg/cm2的压力,保证模板加热均匀的同时把液压系统的压力均匀传导至模板确保板材压制时尽快成型。加热水套的表面经龙门刨铣精加工而成,成品水套的表面平整度误差在0.2-0.3mm之间。
主体平台模板采用30mm厚整块Q345锰钢板(定尺定轧退火处理),大板热压机模板整块经大型数控龙门刨铣双面精加工,精加工完成后模板厚度20mm表面平整度在0.2-0.3mm之间,粗糙度小于3.2微米。
热压机是通用防护标识、机械运动防护罩、运动时的声光报警器、隔离栅网、红外线探测开关等,避免大型设备操作时视觉盲区。

在出产过程中,当冷藏车厢板热压机升压后,遭到温度和压力的两层效果,热压板常常会呈现凹坑、裂纹、变形等,还会产生温度不均现象,而限制出的毛板砂光后呈现板面白点,部分松软,虎斑皱纹、硬层厚薄不平等缺点,使商品质量遭到很大影响。热压板的变形多数是有规律的横向变形和纵向变形,其缘由主要有以下几点:
1、加热不均匀,预热时温度升高过快,特别是在冷态开机预热时更易变形。
2、用蒸汽加热,有时热压板内蒸汽管道不畅或结垢阻塞,在加热时传导不均,使热压板各部分温升快慢纷歧,已导致热压变形;有时冷凝水排放不畅而不易于控制温度,更易导致热压板变形。
3、在出产过程中,呈现漏装板坯、装短板坯或个别板坯密度太低一级情况,使压力会集加在厚度规上而导致热压板变形。
4、假如大板热压机出板不畅、卸板架卡板,后部的板坯与前面的毛板相撞,就会使板坯前部的纤维堆起。操作工若不能及时发现,冷藏车厢板热压机升压则易形成热压板的曲折变形。
三明治车厢板热压机是在负压的基础上加以正压,配以专用胶水,热压机对于PVC系列的加工,其线型到位及粘贴力是负压设备无法相比的,由于它的压力大、温度低、膜压时间短,解决了负压设备加工工件时(特别是大面积工件)的变形问题,使工件的变形程度大大降低。
液压系统采用好的液压元件,油箱容积保证油量够用油温温升又不大的液压站,液压系统管路密封严密,在锁闭状态下12小时内不会有渗漏,泄压等现象。三明治车厢板热压机的系统采用双泵双电机双压力系统设计,压机升降过程中是由双泵对系统提供动力进行闭合,加压和压力补偿则采用单泵来完成,在产品压制过程中电机处在待机状态。
系统控制采用PLC控制+DC 24V低压驱动电机运转、压力反馈与显示为双系统(传感器数字系统+机械压力表指示),三明治车厢板热压机传感器输出模拟信号经数模转换模块转换后传给PLC,进而实现高压保压、压力自动补偿完成锁模动作,且设置多处保护装置;整个液压系统压力分配均匀、同步,运行平稳。液压系统运行的平稳,均衡是做好平整美观车厢板的基础。
热压机缓冲垫如何安装呢?基础的就是平整、均匀地将缓冲垫放于热压机上,清洁热压机表面,勿留任何杂物、油污、其他金属物品,按工作要求预热压30分钟,然后再将四周等距离固定后再投入使用。注意安装时如不小心移位,切勿用钢丝钳硬拉,以免损伤,影响使用。平时也勿使油污污染热压机缓冲垫表面,以免影响使用效果。
铺装缓冲垫时,必须按由上到下的顺序将缓冲垫安装在热压机导热板和不锈钢模板中间。缓冲垫必须安放平整。先不固定,防止铺装中带入杂物。然后将升温到60到80摄氏度,并升压使压板成轻微闭合状态。固定过程中,只需固定长度方向的4个角。压贴了200到300多张后因受热后,缓冲垫有轻微收缩,需要停机后重新调整缓冲垫的张紧度。再次压贴200到300多张后再调整一次。
在缓冲垫使用中也要讲究技巧。
先上后下。缓冲垫新使用时有个合(服)贴的过程。将新的缓冲垫放至上压机,使用一段时间后调至下压机,即可保证压贴表面良好效果,又可延长使用寿命。
一板一垫。大板热压机所用的一张缓冲垫往往会连续与使用多张模板配合使用,造成换模板时缓冲垫的曲折,影响了缓冲垫的寿命。尽量用一张不锈钢模板专配一张缓冲垫。