
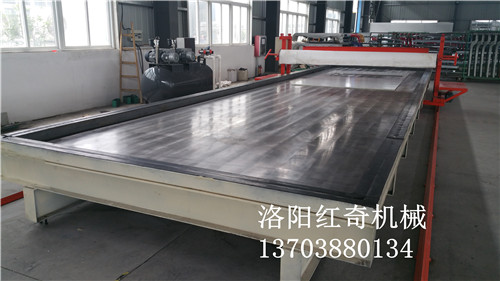
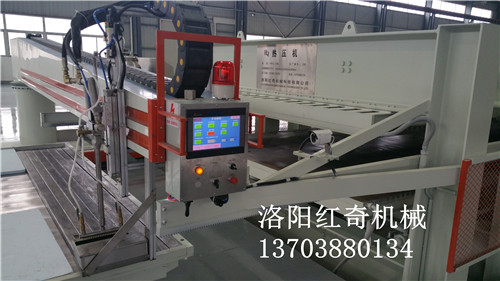
大板负压机由机架、加热模板、真空罩集成机构、自动升降机构、行走机构、真空系统,智能电控系统、安全防护系统、温控系统、真空罩和附件组成。其中,加热模板是核心构件,下面小编就为大家介绍下。
加热模板作为大板负压机的核心构件,工作台板尺寸为15000mmX3200mmX112mm(长X宽X高),工作台板有上下模板、热水循环系统(下工作台板还有定模边框)组成。
加热循环系统由80X80X10mm无缝矩形管做成的循环腔及流道,加热循环进出口采用卡套式联接。热循环系统内部分为7路进7路出,进出接口布置在模板宽边,以并联方式连接。载模板热流道及循环管道在0.8Mpa的试压条件下无泄漏。
大板负压机的加热通道和模板连接方式采用段焊和塞焊,模板焊接完成后上龙门铣精加工上下模板表面。加工完成后模板表面粗糙度不低于Ra3.2m,模板平整度小于0.5mm/m2,上下模板厚度偏差小于±0.3mm。
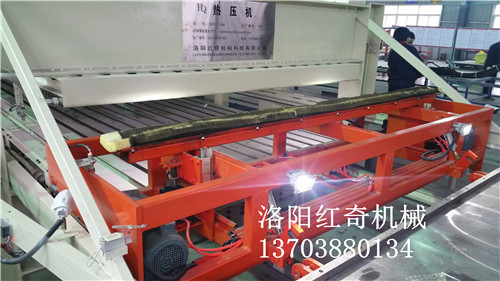
大板负压机的液压系统有两项基本工作要求:对工件施加压力和带动热压板实现特定的运动。快速闭合和保压的稳定性是评定液压系统性能的重要指标。
由于贴面时胶的加热和固化都应在保压阶段完成,所以闭合速度快对工艺和效率均有利,一方面可减少板坯在非压力下的加热,防止板坯表面失水过多,引起翘曲,同时也防止胶的预固化,降低贴面质量;另一方面可以缩短辅助时间,提高压机的生产率。为使大板负压机启闭平稳,一般都设置有机械同步装置或者用液压系统保持同步。
液压缸是液压系统的核心部分。大直径缸柱塞多采用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用性能优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。
由于大板负压机通常要求快的启闭速度,承受冲击压,所以缸体必须选择较高强度的材料。对于普通的小直径、长行程的液压缸,可采用无缝厚壁钢管来制造。对于一些要求高的缸体可以选用铸造或锻造缸。
总体来讲,负压机本身在生产中出现的问题不是很多,但其中很大的一部分就出在液压系统上,比如漏油和不能保压。关于液压系统的很多知识和要求在这里不能——尽述,但在选用时一定要引起非常重视。
我们都知道大板负压机是一种简易的制板生产设备,利用真空泵抽真空在设备型腔内形成部分真空的原理,从而间接利用大气压力来达到制板压力需求。而负压制板机在当今社会也起着相当重要的作用。
有关大板负压机的工作流程,接下来就跟随小编一起来学学吧。
1、升起真空机盖,将模板开出至制板区。
2、在模板平台完成板材的拼装。
3、拼装完成,将模板开入大板负压机的压制区。
4、打开进出口阀门,压紧机盖,完成真空室边框与模板之间的密封。
5、按压制按钮,启动真空泵,当真空系统压力降低时防爆电磁压力表向智能控制系统发出欠压信号控制系统启动A侧真空泵,5秒后A侧真空阀打开真空系统开始工作,达到设定压力时,A侧真空阀关闭,5秒后A侧真空泵停止工作,系统进入保压状态。下次欠压时B侧真空阀打开,B侧真空泵启动达到设定压力时,B侧真空阀关闭,5秒后B侧真空泵停止工作,进入保压状态。从而实现真空泵交替工作保护真空泵。
6、到达大板负压机的保压时间后,真空系统停止工作。
7、按机盖打开按钮,升起机盖,将模板开至制板区,起模取出压制完成的板材。
8、关闭负压机的进、回水阀门。
随着我们生活条件的不断改善,在日常生活中对新鲜蔬果、鱼肉类的需求也越来越大,冷链运输日益兴起,大板负压机也随之广泛使用,市场前景十分广阔。因此,小编收集了国内负压机的主要形式。
一、凹面型腔+强力布
大板负压机主体为凹面结构,四周用无缝矩形管围成,设备台面比矩形管低,生产时放入厢板,这样厢板上表面就和矩形管上表面近似平齐。然后用一块强力布整天覆盖设备上表面,启动真空泵抽真空即可实现负压。该种方式实现简单,成本低,但对操作要求较高,操作不好易漏气。
二、平台+密封盖
设备主体为一个平台面,结构简单;密封盖为独立钢结构,采用型钢和钢板拼焊制成,然后用行车将密封盖整体吊起覆盖住厢板,这样硅胶板在密封盖的重力作用下起到密封作用,形成密闭空间。大板负压机的这种方式实现难度适中,操作较简单,但密封盖需要起吊和存放空间,空间需求大。
三、平台+转臂密封盖
设备整体结构和形式二相似,但减少了空间需求,将密封盖用电动葫芦固定在设备边的柱子上,制板时将密封盖升起,压制时再将密封盖放下,操作简单,占地空间小。该种方式制作难度高,成本高,占地空间小。