大板负压机的液压系统有两项基本工作要求:对工件施加压力和带动热压板实现特定的运动。快速闭合和保压的稳定性是评定液压系统性能的重要指标。
由于贴面时胶的加热和固化都应在保压阶段完成,所以闭合速度快对工艺和效率均有利,一方面可减少板坯在非压力下的加热,防止板坯表面失水过多,引起翘曲,同时也防止胶的预固化,降低贴面质量;另一方面可以缩短辅助时间,提高压机的生产率。为使大板负压机启闭平稳,一般都设置有机械同步装置或者用液压系统保持同步。
液压缸是液压系统的核心部分。大直径缸柱塞多采用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用性能优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。
由于大板负压机通常要求快的启闭速度,承受冲击压,所以缸体必须选择较高强度的材料。对于普通的小直径、长行程的液压缸,可采用无缝厚壁钢管来制造。对于一些要求高的缸体可以选用铸造或锻造缸。
总体来讲,负压机本身在生产中出现的问题不是很多,但其中很大的一部分就出在液压系统上,比如漏油和不能保压。关于液压系统的很多知识和要求在这里不能——尽述,但在选用时一定要引起非常重视。
我们都知道大板负压机是一种简易的制板生产设备,利用真空泵抽真空在设备型腔内形成部分真空的原理,从而间接利用大气压力来达到制板压力需求。而负压制板机在当今社会也起着相当重要的作用。
有关大板负压机的工作流程,接下来就跟随小编一起来学学吧。
1、升起真空机盖,将模板开出至制板区。
2、在模板平台完成板材的拼装。
3、拼装完成,将模板开入大板负压机的压制区。
4、打开进出口阀门,压紧机盖,完成真空室边框与模板之间的密封。
5、按压制按钮,启动真空泵,当真空系统压力降低时防爆电磁压力表向智能控制系统发出欠压信号控制系统启动A侧真空泵,5秒后A侧真空阀打开真空系统开始工作,达到设定压力时,A侧真空阀关闭,5秒后A侧真空泵停止工作,系统进入保压状态。下次欠压时B侧真空阀打开,B侧真空泵启动达到设定压力时,B侧真空阀关闭,5秒后B侧真空泵停止工作,进入保压状态。从而实现真空泵交替工作保护真空泵。
6、到达大板负压机的保压时间后,真空系统停止工作。
7、按机盖打开按钮,升起机盖,将模板开至制板区,起模取出压制完成的板材。
8、关闭负压机的进、回水阀门。

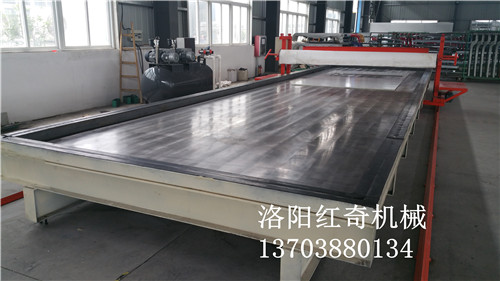
大板负压机采用框式钢架结构、交换式工作台,真空箱与保温箱合二为一。配置高质量真空机和大容积真空罐,真空度高,压力稳定,机械运动,温度、真空度及压力均电气自动控制。它适用于各种材质的板材表面吸塑,用于结构复杂及表面花样较多的构件,效果更加显着。按自动化程度的高低可满足大小企业不同档次的需求。
大板负压机利用真空泵抽真空在设备型腔内形成部分真空的原理,从而间接利用大气压力来达到制板压力需求。而负压制板机在当今社会也起着相当重要的作用,今天,洛阳红奇机械小编就给大家简单介绍下其工作原理。
国内冷藏车厢板结构繁多,但实质上还是“三明治”结构,可以总体概括为“内厢板+保温材料+外厢板”这三层。厢板的制板方式也有很多种,国内各厂家都不太一样,但其中千法制板中的粘接式是非常常用的。原理就是利用胶水将内、外厢板与保温材料这三层牢固地粘接在一起,为保证粘接强度且提高表面成型质量,可以使用液压缸对厢板施加压力(通称“正压”)或使用真空泵抽去型腔内的空气然后利用大气压来施加压力(通称“负压”),消除制板过程中的材料间间隙,使板面平整、厚度均匀,成型美观。

大板负压机的液压缸是液压系统的核心部分,目前大多数木材加工压机均采用柱塞式液压缸。大直径缸柱塞多采用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用性能优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。
由于大板负压机通常要求快的启闭速度,承受冲击压,所以缸体必须选择较高强度的材料。对于普通的小直径、长行程的液压缸,可采用无缝厚壁钢管来制造。对于一些要求高的缸体可以选用铸造或锻造缸。通常木材加工和家具制造用的热压机工作台面都较大,为了使压力分布均匀,又考虑到结构布置的合理性,大多采用多缸式结构。
大板负压机本身在生产中出现的问题不是很多,但其中很大的一部分就出在液压系统上,比如漏油和不能保压。关于液压系统的很多知识和要求在这里不能——尽述,但在选用时一定要引起非常重视。
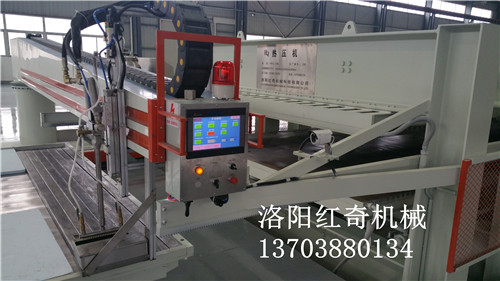
大板负压机的控制系统主要是控制加热系统和液压系统的工作,其灵敏性和准确性直接地影响到了压机工作的准确性。由于控制部分组成复杂,通常也是容易出问题的部位。对于功能复杂的压机,像真空覆膜贴面压机,很多国产压机厂家直接进口国外的控制系统,同时在压机中尽可能减少可靠性低的控制元件如电磁阀的使用。