佛山注塑机快速液压码模夹厂家批发!今年推荐(2024更新成功)(今日/报价),竭诚欢迎海内外新老朋友光临惠顾,携手共创美好明天。
佛山注塑机快速液压码模夹厂家批发!今年推荐(2024更新成功)(今日/报价), 与冲压线相邻的,是板料与模具的堆放区域,两者的厂内运输都是通过遥控的天车来进行。汉腾工厂并没有独立的开卷落料线,板材由供应商进行开卷、落料、剪裁后,再成品发货至工厂。据现场工作人员介绍,汉腾的板材供应商为上海宝钢,品质标准应是不低。而在另一侧,每个重达数吨的模具码放整齐,虽然使用痕迹明显,地面却极为洁净,工厂的生产管理可见一斑。作为全新工厂,汉腾在生产流程中大量借鉴了成熟车厂的管理经验,据我们了解到的情况,其生产管理岗位,多由来自长城汽车、富有工作经验的人员担任。模具通常由动模与定模两部分组成,并具有特定的标识码,以表示其对应生产的车型、部件、工序。作为精密的生产工具,模具的精度也是决定车辆各覆盖件缝隙大小与均匀程度的核心因素。
保证拱顶填充密实:拱部砼浇筑时容易出现空穴及不密实弊病,宜采用流态砼,塌落度控制在18~20cm。在拱顶挡头板处设置观察孔。为保证衬背后没有脱空现象,在拱顶应设置注浆孔进行回填注浆处理。待砼强度达设计后方可进行注浆回填。注浆压力控制在0.2MPa。回填材料应采用微膨胀性水泥砂浆。注浆顺序宜沿路线上坡方向进行,注浆过程中要时刻观察注浆压力和流量的变化,当注浆压力达到0.2MPa或相邻孔出现串浆时即可结束本孔注浆。拆模:次衬砌的拆模时间按以下要求进行控制:在初期支护变形稳定后施工的,次衬砌混凝土强度应达到8Mpa以上;初期支护未稳定,次衬砌提前施做时混凝土强度达到设计强度的以上;特殊情况下,应根据试验及监控量测结果确定拆模时间。脱模后要防止衬砌表面受到碰撞。
佛山注塑机快速液压码模夹厂家批发!今年推荐(2024更新成功)(今日/报价), :混凝土拆模后应立即进行且不得中断,混凝土养护期间,混凝土内部温度不宜超过60℃,高不得大于65℃,混凝土内部温度与表面温度、表面温度与环境温度之差不宜大于20℃,养护用水温度与混凝土表面温度之差不得大于15℃。
B、顶出设定:可根据产品的结构来设定,结构复杂的好用慢速顶出一些再用快速脱模,缩短周期。C、射速:根据产品的大小,结构去设定,若结构复杂较为壁薄的可快速,若结构简单壁厚的可用慢速,还要根据材料的性能,由慢到快设定。A、 射胶压力:根据产品的大小,壁的厚薄,由低到高,调试时考虑其他因素。
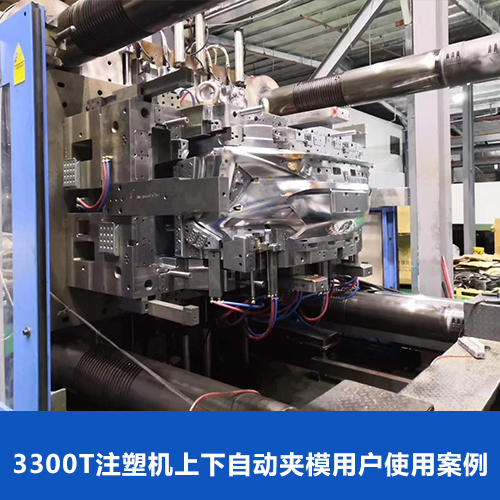
佛山注塑机快速液压码模夹厂家批发!今年推荐(2024更新成功)(今日/报价), 注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆头部;与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。

这次「晋志德」常州工厂准备出货1800宽度的大型液压开卷机到苏州,赶快一起来了解一下这2款设备的机身到底有多庞大,一般大家在网络上能搜索看到,大多看到的600宽度的以下小型开卷机。这次由于苏州客户材料宽度约1800mm宽、卷料重量约15吨重、外径为2000mm的钢卷,所以必须使用这庞然大物才能够稳定放料开卷,晋志德工程部专为机台设计了楔形液压涨缩结构与主轴支撑装置,楔形涨缩结构不仅承载能力强,而且操作安全,性能稳定,提高了设备的使用寿命。我们一起来了解一下这台MTC-1800液压开卷机的功能由于客户的卷料料重达到了15吨,所以轴心设计成可以自动转动和扩张,同时放料架前面配用台车方便操作人员放置材料上架,有一个简单的磁吸手柄,可以自动、安全地进行卷料的上料,卷筒涨缩、卷料外缘压紧、自动出料操作,工人可以观察机器状态并操作。