
大板负压机由机架、加热模板、真空罩集成机构、自动升降机构、行走机构、真空系统,智能电控系统、安全防护系统、温控系统、真空罩和附件组成。其中,加热模板是核心构件,下面小编就为大家介绍下。
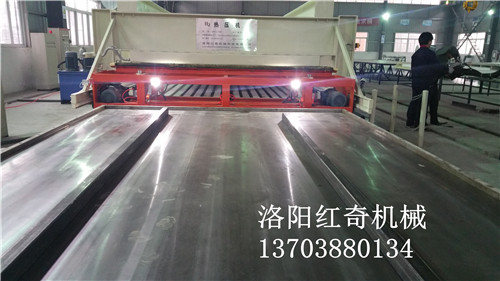
加热模板作为大板负压机的核心构件,工作台板尺寸为15000mmX3200mmX112mm(长X宽X高),工作台板有上下模板、热水循环系统(下工作台板还有定模边框)组成。
加热循环系统由80X80X10mm无缝矩形管做成的循环腔及流道,加热循环进出口采用卡套式联接。热循环系统内部分为7路进7路出,进出接口布置在模板宽边,以并联方式连接。载模板热流道及循环管道在0.8Mpa的试压条件下无泄漏。
大板负压机的加热通道和模板连接方式采用段焊和塞焊,模板焊接完成后上龙门铣精加工上下模板表面。加工完成后模板表面粗糙度不低于Ra3.2m,模板平整度小于0.5mm/m2,上下模板厚度偏差小于±0.3mm。
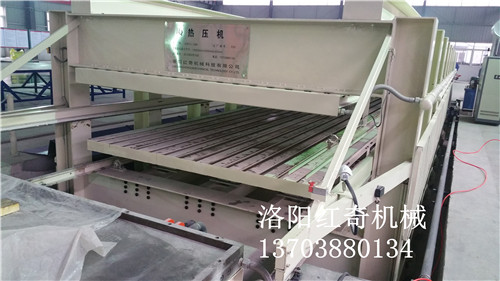
大板负压机由机架、加热模板、真空罩集成机构、自动升降机构、行走机构、真空系统,智能电控系统、防护系统、温控系统、真空罩和附件组成。今天,小编先为大家介绍下其中的机架、加热模板。
一、机架
机架作为大板负压机的主体结构,主要由加强型300X300H型钢焊接(局部采用8.8级高强度螺栓连接)而成。
二、加热模板
加热模板作为大板负压机的核心构件,工作台板尺寸为15000mmX3200mmX112mm(长X宽X高),工作台板有上下模板、热水循环系统(下工作台板还有定模边框)组成。
加热循环系统由80X80X10mm无缝矩形管做成的循环腔及流道,加热循环进出口采用卡套式联接。热循环系统内部分为7路进7路出,进出接口布置在模板宽边,以并联方式连接。载模板热流道及循环管道在0.8Mpa的试压条件下无泄漏。
加热通道和模板连接方式采用段焊和塞焊,模板焊接完成后上龙门铣精加工上下模板表面。加工完成后模板表面粗糙度不低于Ra3.2m,模板平整度小于0.5mm/m2,上下模板厚度偏差小于±0.3mm。
在负压的基础上加以正压,配以专用胶水,大板热压机对于PVC系列的加工,其线型到位及粘贴力是负压设备无法相比的,由于它的压力大、温度低、膜压时间短,解决了负压设备加工工件时(特别是大面积工件)的变形问题,使工件的变形程度大大降低。
任何物品都有自己的使用寿命,但是想要用的更长久些,我们就需要保养好它。对于大板热压机来说,想要使用的久一些就要定期进行维护和保养。
那要如何维护大板热压机呢。这无外乎要经常清理热压机,需要注意以下两个方面:
清理大板热压机前工作人员需要做好清理准备。但要将电源关掉。清理及检查有关是否连接正常,有无漏油状况。
大板热压机的热压幅面需要清理干净,以延长使用寿命。每天开机操作前要检查是否有异常情况。
另外,由于大板负压机的压力大、温度低、膜压时间短,解决了负压设备加工工件时(特别是大面积工件)的变形问题,使工件的变形程度大大降低。

大板热压机在操作过程中都会有一些使用操作问题,今天热压机厂家就和大家说说这一系列的操作方法。
1、检查大板热压机压板及辅助压层(高温膜等)的表面是否清洁,如有碎木屑、灰尘等异物要清洁干净;检查辅助压层(高温膜等)是否有破损,压纹等缺陷,如存在要进行更换;检查压机加热系统,导热油量是否充足,油量以膨胀箱底部留存有深2-5cm的液面油量为适宜,否则要适时添加。
2、接通电源,根据加工件的加工工艺要求温度,对大板热压机的温度控制系统进行温度控制设定,温控设定完成后,起动导热油循环泵开关和导热油加热控制开关,压机温控系统起动。
3、取下保压计时用时间继电器面板的防护罩,根据生产工艺中对工件压制时间的要求对压机的保压计时进行设定。
4、根据加工工件受力幅面的面积和生产工艺要求的加工工艺单位面积(kg/c㎡),从大板热压机上附带的压制品压强表中,查找出工件应使用的压值,调节压力控制器的调钮进行压力设定。压力控制器表盘中的红针即为上限压力调控指针,黑针为系统工作指针。调钮顺时针调整设定压力值减小,逆时针调整设定压力值增大。